


Предварительный расчет
Ваш запрос был отправлен, он будет рассмотрен в ближайшее время!
К сожалению не удалось отправить ваш запрос! Повторите попытку позже!

Компания "ПРОМКАСКАД" изготовила партию уголков для алюминиевого профиля. Заказчик - белорусский поставщик материалов для багетных мастерских, ранее закупала уголки в Китае, но решила сменить поставщика.

Компания ПРОМКАСКАД изготовила партию зубчатых колес высокой точности. Диаметр изготавливаемых шестерен - от 8 мм до 60 мм.
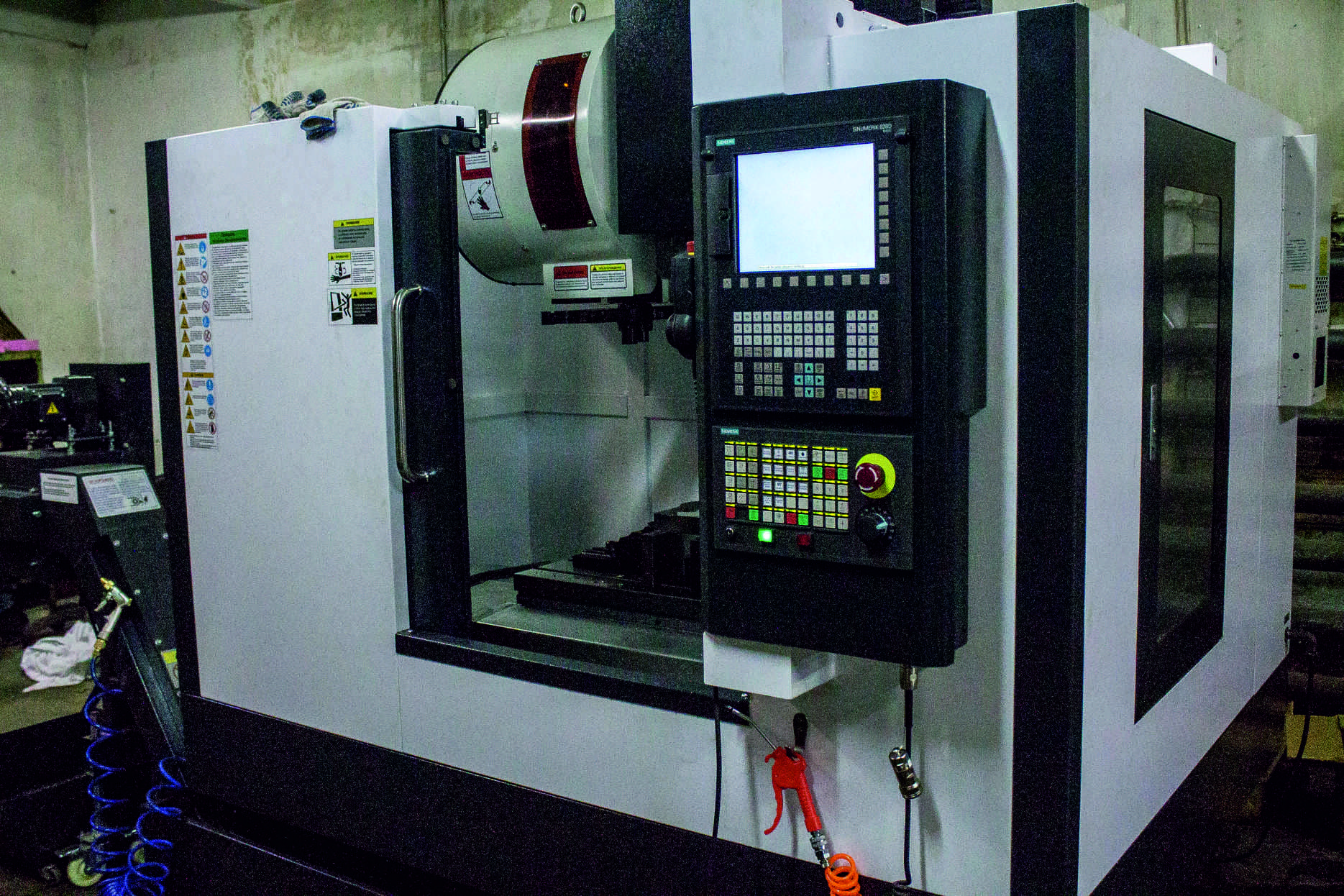
В начале августа на производстве был приобретен новый современный высокоточный обрабатывающий центр для многоинструментальной фрезерной обработки с ЧПУ Siemens.

Изготовлена и отгружена партия изделий «Ось» в количестве 8 000 шт. из стали 40Х для ведущего предприятия в России по производству офисных перегородок и внутренних конструкций из закаленного стекла.
По разработанной на предприятии технологии контактной сварки спиц и игл, изготовлена очередная партия станков (5 шт) для плетения каркасов из углеродного теплоизоляционного материала.

Для предприятия занимающегося изготовлением подъемных механизмов была изготовлена пробная партия резьбовых шпилек

Для предприятия работающего в сфере поставок оборудования для нефтяной отрасли были изготовлены корпуса сальника проходного вала для жидкостных насосов.

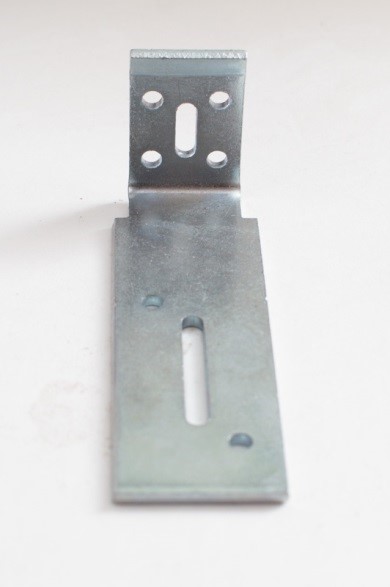
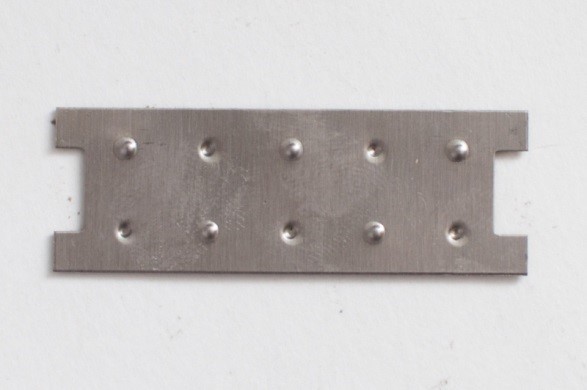
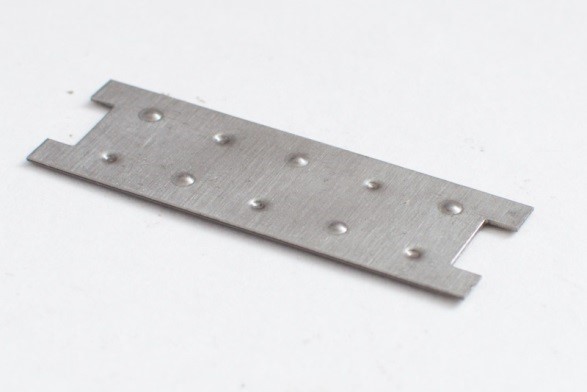
Отштампована и отгружена планка крепления на пресс-автомате. Кол-во 20 000 шт. Срок изготовления 4 часа.

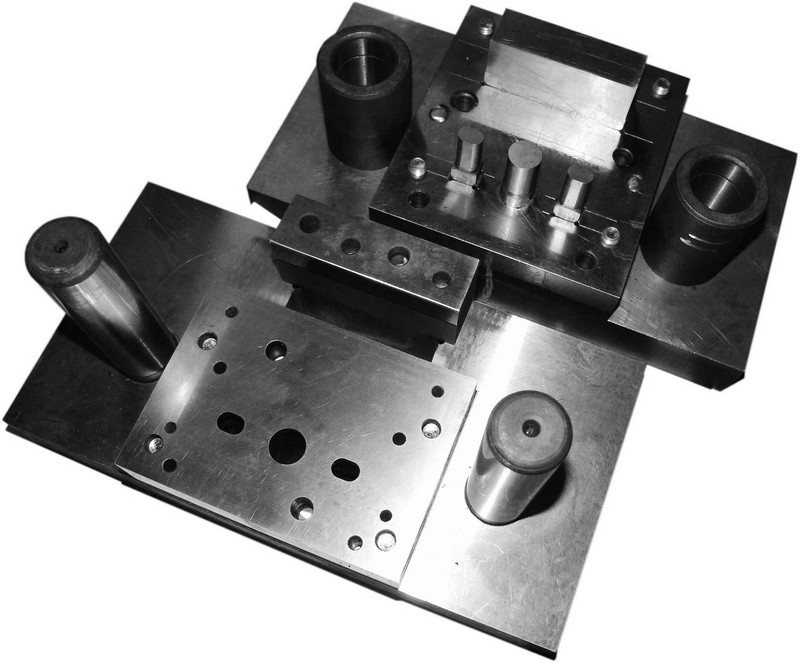
Изготовлена и испытана оснастка (вырубной и гибочный штамп) для производства универсального кронштейна крепления различных антенн.




Для предприятия производящего нефтегазопромысловое оборудование изготовлена партия деталей под наименованием Шайба. Штампы предоставлены Заказчиком. После проведения ревизии штампов, заключающейся в заточке рабочих частей, замене пружин и прочих работ, штампы были преданы в работу участку штамповки.
Сущность способа заключается в процессе, где в качестве заготовки используют полученные прокаткой лист, полосу или ленту, свёрнутую в рулон. Листовой штамповкой изготовляют самые разнообразные плоские и пространственные детали массой от долей грамма и размерами, исчисляемыми долями миллиметра (например, секундная стрелка ручных часов), и детали массой в десятки килограммов и размерами, составляющими несколько метров (облицовка автомобиля, самолёта, ракеты).
Для деталей, получаемых листовой штамповкой, характерно то, что толщина их стенок незначительно отличается от толщины исходной заготовки. При изготовлении листовой штамповкой пространственных деталей заготовка обычно испытывает значительные пластические деформации. Это обстоятельство вынуждает предъявлять к материалу заготовки достаточно высокие требования по пластичности.
| Способ изготовления | Холодная штамповка |
| Материал | Легированная сталь |
| Толщина | 5 мм |
| Объем | 13500 шт |
| Обработка | Цинкование |


Первая партия универсальных кронштейнов в количестве 50000 шт отгружена Заказчику. Толщина металла 3 мм, это первое изделие с такой толщиной металла, которое удалось штамповать в автоматическом режиме на пресса-автомате в цехе штамповки. Производительность до 100 деталей в минуту.

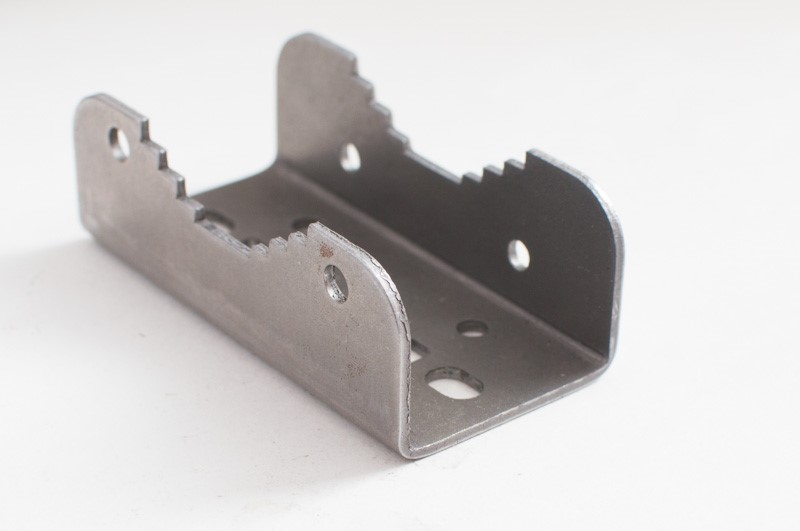
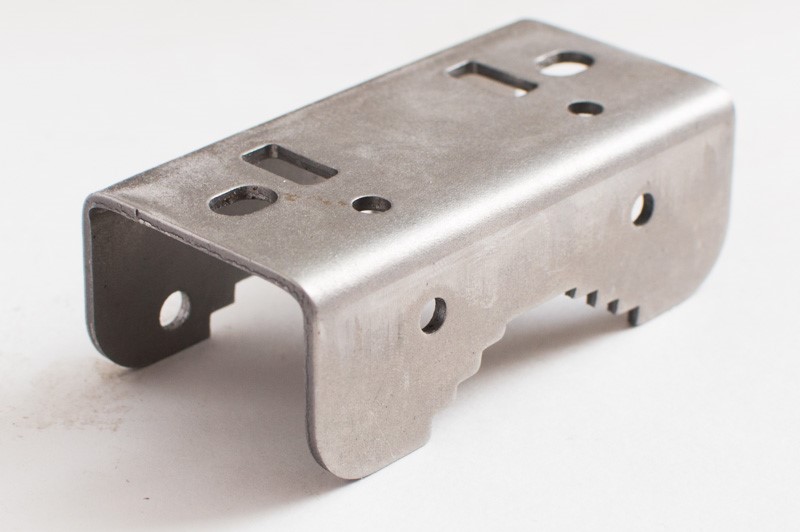

Изготовлены штампы для производства крепежного кронштейна и изготовлены первые партии деталей из двух типов материалов - сталь 08пс и 12Х18Н10Т.

Согласно технического задания полученного от Заказчика, ведущего предприятия по производству фильтрующих элементов для судостроительной отрасли России, был спроектирован и изготовлен штамп последовательного действия. Из давальческого сырья, нержавеющей стали марки 12Х18Н9, была отштампована партия деталей в количестве 46000 шт.

«ПРОМКАСКАД» - производственное предприятие полного цикла способное выполнить весь спектр необходимых работ: проектирование штамповой оснастки, изготовление штампов для пресс-автоматов и термопластавтоматов, штамповка малых, средних и крупных серий продукции на собственном оборудовании.
Задача проекта: на базе мощных высокопроизводительных автоматов листовой штамповки обеспечить производство деталей заказчика: